La capacità di riunire in un’unica analisi non distruttiva la verifica dimensionale e il controllo difettologico completo, ha fatto della tomografia industriale computerizzata una metodologia diagnostica sempre più apprezzata per l’analisi dei materiali compositi, in particolare per lo sviluppo e validazione di componenti per i settori automotive e aeronautico. Inoltre, la possibilità di analizzare prodotti complessi e multimateriale, senza distruggerli o smontarli, l’hanno resa uno strumento ormai irrinunciabile per la riduzione dei rischi e la failure analysis.
L’esecuzione di indagini tomografiche costituisce uno dei punti di forza dell’offerta di TEC Eurolab, società specializzata in servizi di testing a 360° per l’industria manifatturiera, che comprendono tutte le prove e indagini distruttive e non distruttive, nella certificazione di processi, materiali, prodotti e personale, nel supporto tecnico per le attività di progettazione e ricerca e sviluppo e nella formazione. Tra i fiori all’occhiello dell’azienda vi è, infatti, il Centro tomografico industriale, situato nella sede operativa aperta nel 2016 a Campogalliano, in provincia di Modena, che ospita anche i laboratori per i controlli non distruttivi, i controlli dimensionali, gli uffici di certificazione e le aule per i corsi di formazione. Nella sede storica, che sorge nello stesso comune, si trovano invece i reparti del Centro analisi materiali, con il laboratorio chimico, di metallografia e quello per le prove meccaniche.
Un range di analisi unico
Il Centro tomografico, già all’avanguardia, si arricchisce di un nuovo acceleratore lineare, che consente di ampliare l’offerta di servizi ai clienti, sia in termini di dimensioni sia di tipologie di materiali ispezionabili.
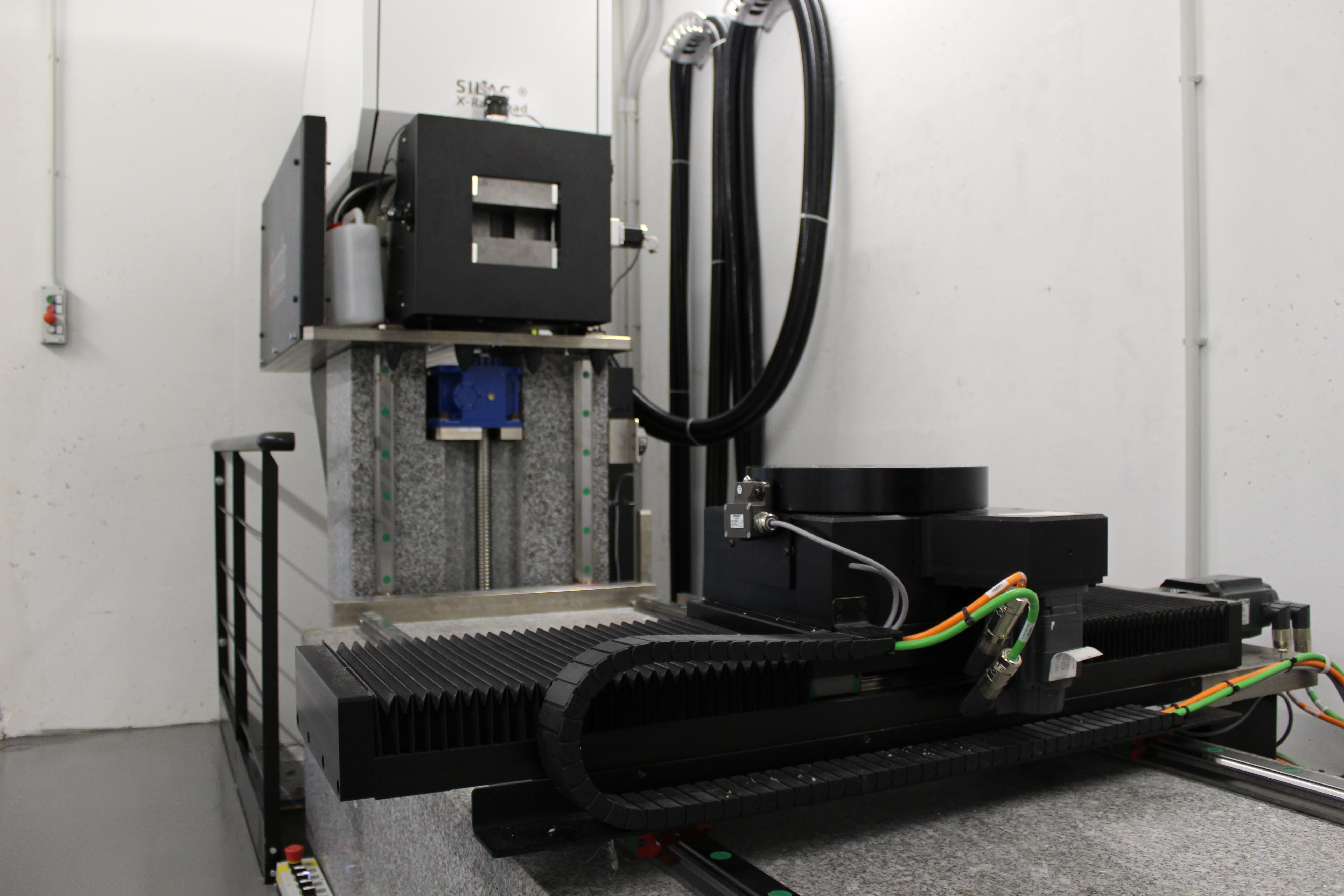
«Abbiamo inserito il primo sistema di tomografia industriale, un NSI X5000 con tubo microfocus da 240 kV, nel nostro Centro nel 2013 – spiega Martina Vincetti, responsabile del Centro tomografia industriale di TEC Eurolab -. Nel 2016 è stato introdotto un secondo sistema, un NSI X7500, con tubo minifocus da 450 kV, e quest’anno abbiamo arricchito la struttura con il nuovo acceleratore lineare Diondo 6 MeV. Tre soluzioni dalle caratteristiche differenti che ci consentono di coprire la quasi totalità delle richieste del mondo industriale, dall’automotive all’aerospaziale al biomedicale».
In particolare, con il nuovo acceleratore lineare Diondo 6 MeV, dotato di potenza 10 volte superiore rispetto ai due sistemi precedenti, gli spessori ispezionabili crescono esponenzialmente. Sebbene un limite massimo raggiungibile non sia ancora stato definito, si parla di spessori di pareti in acciaio (materiale di riferimento) di circa 30-40 cm, mentre la risoluzione è intorno a 130 micron.
Più potenza per nuove applicazioni
L’aspetto principale che differenzia il nuovo macchinario dagli altri due sistemi è la fisica con la quale vengono generati i raggi X, «per il fatto che non si tratta di un fascio continuo, ma a pulsazione e, soprattutto, per la sua potenza – prosegue Vincetti -. Potenza che permette analisi affidabili di oggetti difficili da penetrare, ampliando così le possibilità di indagine a componenti dai grandi spessori e a materiali e a leghe ad altissima densità, che includono anche i materiali per l’additive manufacturing».
Ma l’acceleratore lineare trova anche applicazione nel mondo dei compositi, permettendo di perfezionare l’analisi e identificazione di tutte le grandi classi di difetti dei manufatti. Inoltre, grazie al ridotto rumore di scansione, consente l’indagine e l’analisi di componenti con compresenza di materiali compositi saldati o assemblati a metalli (combinazione di materiali molto diffusa nel comparto racing e aeronautico), che permette di ben identificare le due interfacce, risultato quasi impossibile con gli altri due sistemi.
L’installazione dell’acceleratore rientra nel percorso di evoluzione del Centro tomografico di TEC Eurolab per assecondare il crescente interesse di diverse industrie verso questa tecnica di indagine non distruttiva avanzata, consentendo all’azienda di offrire un range di applicazioni unico nel panorama europeo.
Un’indagine dalle grandi potenzialità
I vantaggi e le potenzialità della tomografia industriale sono infatti notevoli rispetto agli altri metodi di indagine non distruttivi:
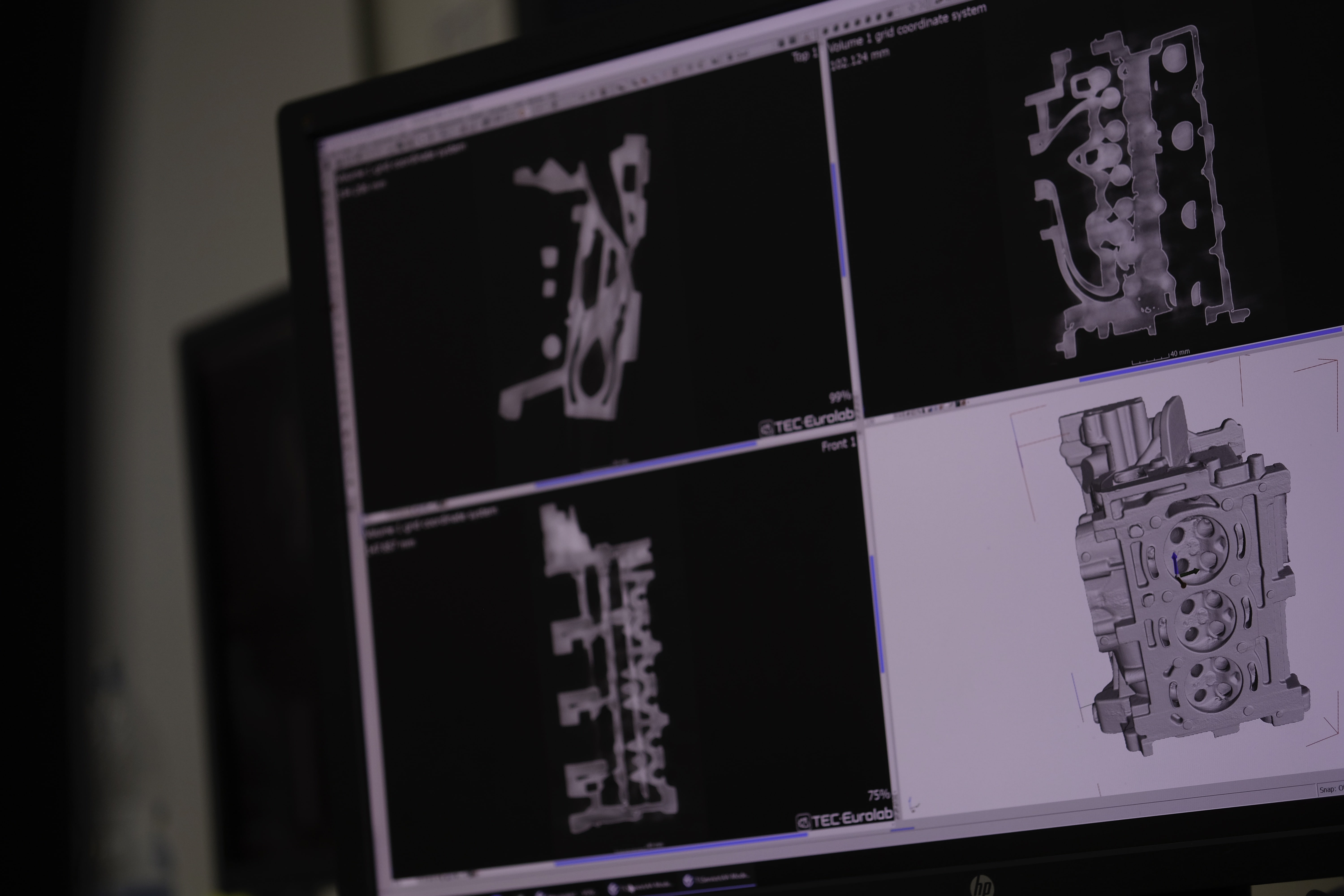
- consente il completo sezionamento del componente, senza alterarlo durante il controllo. Il volume 3D del componente, ottenuto dal suo scansionamento con un fascio di raggi X, può essere sezionato virtualmente in tutti e 3 i piani
- permette di ottenere una mappa totale e completa dei difetti, lineari e volumetrici, all’interno del componente
- nel caso di test distruttivi, la tomografia eseguita prima e dopo il test consente di documentare il cambio di stato del particolare
- sovrapponendo il volume tomografico al modello CAD si possono effettuare controlli dimensionali e analisi degli spessori, per misurare eventuali deviazioni del pezzo finito rispetto al suo modello di progetto
- nei componenti CFRP si può studiare l’orientamento delle fibre, verificandone la conformità al progetto
- i componenti stampati con rinforzi a fibra corta si possono analizzare per individuare le sezioni di congiunzione dei flussi plastici e per validare le eventuali simulazioni di processo
- è infine fondamentale per i processi di reverse engineering, dove, partendo dal particolare finito si va a costruire il suo modello matematico. Una volta ricostruito il volume 3D si può segmentare la superficie del componente estraendone la matematica completa in formato STL e poi completare il processo di ingegneria inversa fino a ottenere i modelli CAD parametrici o in formato STEP (Standard for the exchange of product model data).