Negli ultimi anni, le fibre naturali vengono sempre più frequentemente proposte come un’alternativa alle fibre di vetro per effetto di sempre più stringenti requisiti ambientali. Le fibre naturali possono essere estratte dalle piante, come juta, lino, canapa, o possono avere origine minerale: tra queste ultime le fibre di basalto appaiono in questo momento le più popolari. Rispetto ad altri materiali sostenibili per l’ambiente, come le fibre vegetali, che mostrano anch’esse proprietà di isolamento termico ed acustico, il più elevato peso specifico delle fibre di basalto (circa 2.7 g/cm3) è largamente compensato dal loro modulo più alto, eccellente resistenza al calore, buona resistenza all’attacco chimico e basso assorbimento di acqua [1, 2]. Caratteristiche che rendono le fibre di basalto un promettente materiale di rinforzo nei compositi, come conferma l’attenzione crescente che stanno ottenendo presso la comunità scientifica sia con matrici termoplastiche [3-6] sia termoindurenti [7-12]. Malgrado l’interesse, l’attenzione verso questa classe di compositi finora si è limitata a valutarne il comportamento a bassa velocità d’impatto [9, 13-17]. I laminati compositi sono soggetti al danneggiamento per impatto, che riduce le loro proprietà strutturali, e possono mostrare un comportamento fragile sotto penetrazione ad impatto, permettendo una limitata dissipazione di energia. Un modo efficiente di incrementare la capacità di assorbimento dell’energia d’impatto dei compositi è produrre degli ibridi. Le proprietà strutturali residue sono un’altra area critica, in quanto influenzano direttamente il modo nel quale la struttura può sopportare i carichi di servizio ed assicurare che una struttura danneggiata non collasserà in modo catastrofico durante il servizio. In questo studio, diverse configurazioni, che comprendono laminati vetro/basalto simmetrici ed asimmetrici, sono state caratterizzate con prove di resistenza interlaminare ed a flessione. La tolleranza al danneggiamento ad impatto è stata valutata dallo studio delle proprietà a flessione dopo impatto assistito dalla tecnica dell’emissione acustica.
Materiali
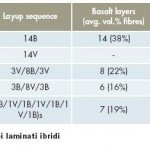
I tessuti di basalto (BAS 220.1270.P) e vetro E (RE 220P) utilizzati sono tessuti piani forniti, rispettivamente, da Basaltex-Flocart NV (Belgio) and Mugnaini Group srl (Italia). Entrambi sono stati caratterizzati dalla stessa grammatura, 220 g/m2. La matrice utilizzata è una resina epossidica accelerata dal vinilestere di bisfenolo A (DION 9102) prodotta da Reichhold, Inc (USA). L’indurente e l’acceleratore sono Butanox LPT (MEKP, 2% in peso) e NL-51P (2-etilesanoato di cobalto, 1% in peso), rispettivamente. I laminati sono stati prodotti con un sistema Resin Transfer Moulding (RTM) di laboratorio. I provini per la caratterizzazione meccanica sono stati asportati dai laminati. Tutte le configurazioni ibride, elencate nella tabella 1, sono state prodotte dall’impilaggio di quattordici strati di tessuto e tutti con una frazione in volume simile, pari a 0.38±0.02, in modo che lo spessore di tutte le configurazioni testate fosse approssimativamente la stessa. A scopo di confronto, anche laminati con soltanto fibre di basalto e fibre di vetro sono stati riportanti in tabella 1.
Metodi di prova
Prove di flessione a quattro punti sono state effettuate in accordo con la norma ASTM D 6272. Sono stati testati cinque provini per ogni tipo di composito, con dimensioni: 150 mm × 30 mm × 3.1 mm (L×l×s). Il rapporto tra la distanza degli appoggi e lo spessore è di 25:1 e la velocità della traversa di 2.5 mm/min. Sono stati usati estensimetri per valutare il modulo a flessione. I provini sono stati caricati a flessione, alcuni non impattati ed altri impattati con energie di 7.5, 15 e 22.5 J. La resistenza al taglio interlaminare è stata misurata in accordo con la norma ASTM D 2344. Sono stati testati dieci provini per ogni laminato di dimensioni: 20 mm × 6.2 mm × 3.1 mm (L×l×s). Il rapporto tra la distanza degli appoggi e lo spessore è di 4:1 e la velocità della traversa di 1 mm/min. Le prove di caratterizzazione meccanica sono state effettuate su una macchina universale di prova Zwick/Roell Z010 con una cella di carico di 10 kN. I provini ibridi vetro/basalto sono stati impattati e poi assoggettati a prove di flessione a quattro punti, utilizzando cinque provini per configurazione e per ogni energia d’impatto. Il punto d’impatto era collocato al centro dei laminati. L’energia d’impatto veniva variata cambiando la massa dell’impattatore semisferico (φ=12.7 mm), tenendo in tal modo una velocità costante di 2.5 m/s. Le prove d’impatto sono state effettuate su una torre d’impatto strumentata ed equipaggiata con un sistema anti-rimbalzo. Tre diverse energie d’impatto sono state considerate: 7.5, 15 e 22.5 Joule. Le prove di flessione dopo impatto sono state monitorate con emissione acustica fino alla frattura finale utilizzando un sistema AMSY-5 della Vallen Systeme GmbH (Germania). Le impostazioni di acquisizione EA utilizzate durante questo lavoro sperimentale sono state le seguenti: soglia = 35 dB, Tempo di Riarmo (RT) = 0.4 ms, Duration Discrimination Time (DDT) = 0.2 ms e guadagno totale = 34 dB. I sensori piezoelettrici EA utilizzati (Deci, SE150-M) erano risonanti a 150 kHz e sono stati posti sulla superficie dei provini da entrambi i lati per permettere la localizzazione lineare.
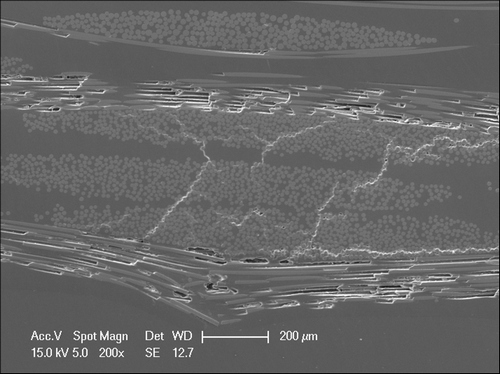
La caratterizzazione microstrutturale è stata effettuata col microscopio a scansione elettronica (SEM) con un sistema Philips XL40. Prima di tutte le osservazioni al SEM, i laminati sono stati ricoperti in oro per assicurare la loro conduttività.
Risultati
I laminati rinforzati in fibra di basalto non impattati hanno mostrato proprietà meccaniche leggermente superiori a quelli rinforzati in fibra di vetro: questo si vede dalle prove di resistenza interlaminare (fig.1), dai risultati di flessione, resistenza e modulo (figg.2 e 3, rispettivamente).
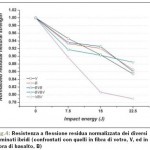
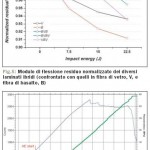
Riguardo alla degradazione delle proprietà a flessione con l’aumento dell’energia d’impatto, i laminati in fibre di basalto e di vetro non mostrano differenze significative (fig.2 e 3). La resistenza a flessione residua dei provini danneggiati per impatto normalizzati rispetto a quella misurata sui provini non danneggiati (fig.4) ha mostrato una riduzione più netta nel caso dei compositi rinforzati in fibra di vetro per energie d’impatto che superano i 7.5 J, indicando una maggiore capacità di tolleranza del danneggiamento per i laminati in fibra di basalto. La diminuzione del modulo di flessione ha seguito un profilo simile in entrambi i laminati, anche se un comportamento leggermente migliore è stato osservato per i compositi in fibra di vetro. Di conseguenza, i laminati in fibra di basalto mantengono la loro superiorità in termini assoluti, mostrando una degradazione persino minore in termini di resistenza a flessione alle più alte energie d’impatto, 15 e 22.5 J.
Lo scopo principale di aggiungere fibre di basalto alle fibre di vetro è ottenere un laminato finale che, malgrado presenti un leggero aggravio di peso, abbia proprietà meccaniche superiori, sia nello stato iniziale che dopo danneggiamento. Come per gli ibridi, nei laminati VBV, aggiungere strati di fibre di basalto non porta ad un significativo aumento della resistenza interlaminare rispetto ai compositi in sola fibra di vetro (fig.1). Le altre due configurazioni, BVB e BVBV, al contrario, presentano valori di ILSS intermedi tra quelli dei laminati in fibra di vetro e di basalto. Il danneggiamento ad impatto ha ridotto la resistenza a flessione in modo più variabile tra le diverse configurazioni, rispetto a quanto è accaduto con il modulo a flessione (confronta le figg.2 e 3). La più grande degradazione della resistenza a flessione dei laminati VBV con la crescente energia d’impatto viene chiaramente osservata, mentre in generale i laminati BVBV sono apparsi come la migliore configurazione a questo riguardo. Per quanto riguarda il modulo a flessione (fig.3), gli ibridi BVB and VBV ed i laminati non ibridi in fibra di vetro hanno mostrato a tutte le energie d’impatto, rispettivamente, le più alte e le più basse prestazioni di tutte le configurazioni. Allo scopo di chiarire l’influenza media della degradazione che ci si può attendere in ogni laminato come conseguenza dell’impatto, la figura 4 riporta la resistenza residua media a flessione dei provini danneggiati ad impatto in confronto con quelli non danneggiati. Da questo grafico si può vedere che le minori proprietà residue sono mostrate dai laminati VBV, mentre anche per la degradazione del modulo il comportamento più favorevole è mostrato dagli ibridi BVB (fig.5). Nel complesso, gli ibridi hanno mostrato tolleranza al danneggiamento più alta di quella offerta dai laminati in sola fibra di vetro (V) alla più alta energia d’impatto.
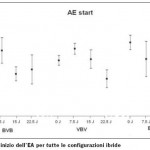
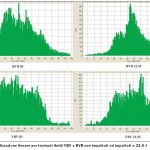
Come considerazione preliminare, dalle curve conteggi cumulativi-tempo, è possibile identificare un carico approssimato al quale l’attività acustica inizia. In particolare, l’emissione acustica si considera iniziare, escludendo eventi sparsi a bassi conteggi che possono verificarsi anche a carico molto basso, quando cominciano ad essere visibili nei grafici conteggi cumulativi EA-tempo, come mostrato in figura 6. Questo accade quando i conteggi EA superano circa 1/500 dei conteggi cumulativi finali: in questo punto si misura il carico d’inizio dell’EA.
Al di sopra del carico di inizio dell’EA, l’attività acustica durante la sollecitazione monotonica aumenta con l’aumento dello sforzo, benché le caratteristiche specifiche di tale comportamento possano modificarsi considerevolmente in dipendenza dalle proprietà del materiale e dalla presenza di danneggiamento irreversibile. Per chiarire meglio queste caratteristiche, le prove sono state divise ciascuna in cinque fasi, le prime quattro a seconda dei livelli di carico da 0 a 25%, da 25 a 50%, da 50 a 75%, e da 75 a 100% del carico massimo. La quinta fase, denominata “post”, rappresenta quegli eventi EA rilevati dopo aver raggiunto il carico massimo, quando il carico decresce in prossimità della rottura. I risultati in figura 7 indicano che per i laminati non impattati la peggiore prestazione è stata ottenuta con i laminati VBV, che si può supporre siano leggermente meno tolleranti al carico a flessione. Nei laminati impattati con l’energia più bassa, l’EA può iniziare più tardi durante il carico (in particolare, questo accade sui laminati VBV e con minore evidenza sui BVB). Con ogni probabilità questo indica che la limitata profondità e criticità del danneggiamento per impatto non sia ancora sufficiente per innescare una crescita della fessurazione e delaminazione nei laminati, come risultato del carico a flessione, rendendo piuttosto il materiale meno sensibile ad essa. Una significativa degradazione delle proprietà è stata osservata con l’impatto a 22.5 J per i laminati VBV e sia a 15 J sia a 22.5 J sui laminati BVB: qui l’inizio dell’EA è intorno a 55 MPa, in confronto con gli 80 MPa per i laminati BVB non impattati. Una grande variazione nella prestazione è stata osservata per i laminati BVBV: con ogni probabilità è il risultato del variabile grado di adesione tra le diverse interfacce tra gli strati in fibra di vetro e di basalto del materiale.
La localizzazione del danneggiamento è più evidente nei laminati BVB che in quelli VBV (fig. 8), mentre questi ultimi hanno mostrato una più vasta area danneggiata, il che può essere riferito ad una più bassa tolleranza al danneggiamento.
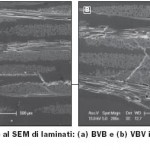
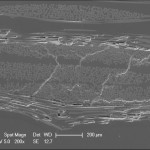
Questo viene in buona sostanza confermato dalle micrografie al SEM che rappresentano sezioni trasversali delle regioni impattate di compositi ibridi (fig.9). Nei laminati BVB, la maggior parte del danneggiamento viene rilevato negli strati interni, mentre nei laminati VBV è la parte esterna (ancora un laminato in fibra di vetro) ad apparire pesantemente danneggiata. I laminati BVBV hanno presentato le più alte proprietà residue dopo impatto a 22.5 J, anche se il profilo di degradazione delle proprietà meccaniche apparve più pronunciato rispetto ad entrambi gli ibridi VBV e BVB nel caso di energie d’impatto più basse. In questo caso, la presenza di multiple e piccolo delaminazioni sparse lungo le varie interfacce vetro/basalto potrebbe rappresentare un fattore limitante fino ai 15 J. Si può suggerire che la presenza di strati di basalto può essere di sicuro beneficio nel prevenire la propagazione della fessurazione, cosa che non appare accadere nel caso delle fibre di vetro.
Conclusioni
Lo studio comparativo tra diverse configurazioni ibride di laminati rinforzati con fibre di vetro e di basalto conferma la leggera superiorità dei laminati tessuti in fibra di basalto su quelli in fibra di vetro per quanto riguarda la prestazione dopo impatto. La configurazione scelta per l’ibridazione con le fibre di basalto ha mostrato un effetto marcato soltanto sul modulo a flessione, con la configurazione BVB che ha presentato il miglior comportamento. Al contrario, i risultati indicano che una configurazione simmetrica, che comprendeva fibre di vetro internamente e fibre di basalto sugli strati più esterni presenta il migliore profilo di degradazione almeno fino a 15 Joule. Una sequenza di laminazione con strati intercalati invece offre la migliore tolleranza al danneggiamento, grazie alle delaminazioni multiple ma diffuse su tutto lo spessore. La situazione inversa (basalto negli strati più interni) è leggermente meno favorevole, in quanto appare meno adatta ad arrestare la propagazione della fessurazione nel composito.
di Marco Valente, Fabrizio Sarasini, Giovanni Pulci, Francesco Marra, Jacopo Tirillò –Dipartimento di Ingegneria Chimica Materiali Ambiente, Sapienza – Università di Roma
Carlo Santulli – Scuola di Architettura e Design (SAD) – Università degli Studi di Camerino