Una struttura in carboresina può presentare difetti di fabbricazione, intesi come qualsiasi deviazione dai requisiti di progetto. Tali difetti, se non rivelati ed eliminati, possono compromettere la performance o l’integrità stessa della struttura durante la vita operativa. La rivelazione e la misura di difetti interni ad una struttura richiede metodologie non distruttive strumentali, in genere ad ultrasuoni. I difetti interni più comuni nelle strutture di questo tipo sono le delaminazioni, le inclusioni, la porosità, i vuoti e le deformazioni degli strati di pre-impregnato, generalmente indicate, quando orientate perpendicolarmente alla superficie, come grinze interne. Ad eccezione delle grinze, tali difetti sono di norma rivelabili, anche se non sempre caratterizzabili e misurabili, mediante tecniche ad ultrasuoni convenzionali applicate durante le fasi di controllo di qualità o in servizio.
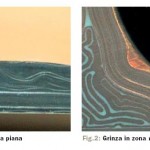
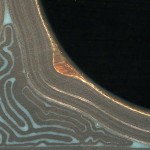
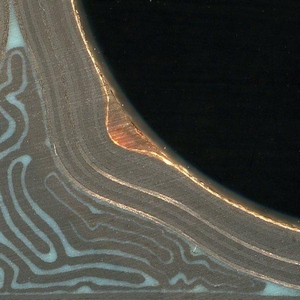
Le grinze interne possono prodursi sia in zone piane (fig.1), sia in zone raggiate (fig.2) e sono tipicamente associate ad addensamenti di resina, noti come sacche di resina (“resin pocket”). In qualche caso, le sacche possono essere riempite da materiale differente (adesivo, sigillante, ecc.). Quando gli strati si deformano (ortogonalmente al piano di laminazione) durante la fabbricazione, possono crearsi condizioni di vuoto o di pressione anomala, di conseguenza, nella fase di polimerizzazione, la resina in fase liquida può riempire i vuoti, creando così delle sacche di resina, che seguono il profilo del primo strato interessato dalla deformazione.
Principi degli ultrasuoni
Nelle ispezioni ultrasonore onde elastiche vibrazionali generate da sonde (comunemente piezoelettrici o piezoceramici) sono introdotte nella struttura da esaminare allo scopo di evidenziarne difetti interni, misurarne lo spessore o valutarne caratteristiche meccaniche. In particolare, per l’ispezione di materiali in carboresina, si utilizzano onde longitudinali con frequenze comprese fra 0,5 MHz e 10 MHz. La scelta del valore di frequenza da utilizzare dipende da vari fattori, in particolare dal tipo di struttura (dimensioni e materiale) che si vuole analizzare e dal tipo di difettosità che si desidera rilevare. Tipicamente, per l’ispezione di strutture fino a qualche decina di millimetri, e per difetti di dimensioni minime non inferiori a 2-3 mm, vengono utilizzate frequenze dai 3 MHz ai 10 MHz.
In genere, l’ispezione ultrasonora di una struttura è eseguita con l’ausilio di un sistema di scansione, che sostanzialmente descrive una maglia, tanto più fitta quanto minore è il passo di scansione in ogni direzione: in ogni nodo della maglia viene eseguito un evento ispettivo.
Una delle tecniche ultrasonore più utilizzate è nota come “pulse echo” o “riflessione”. Questa tecnica è basata sul rilevamento di riflessioni (echi) generate quando le onde ultrasonore incidono su superfici di discontinuità tra materiali aventi differenti impedenze acustiche, come le superfici dei difetti interni e quelle che delimitano la struttura dall’ambiente circostante. Ogni eco è caratterizzata da due parametri: l’ampiezza e il tempo di volo (“time of flight”, TOF), cioè il tempo intercorso tra il picco dell’eco relativo alla superficie di ingresso (“front echo”) e il picco dello stesso eco. Il tempo di volo T è correlato al percorso X dell’onda ultrasonora nell’elemento in esame mediante la relazione X = VUS·T/2 (essendo VUS la velocità media degli ultrasuoni nel mezzo).
I risultati dell’ispezione possono essere mostrati graficamente secondo diverse forme di rappresentazione, le più comuni delle quali sono note come A-scan, B-scan e C-scan.
Particolare rilevanza ha la rappresentazione A-scan, poiché è quella col maggior contenuto di informazione e da essa possono essere ricavate le altre rappresentazioni. L’A-Scan è la rappresentazione dell’ampiezza del segnale ultrasonoro ricevuto, nel dominio del tempo, e si presenta come una successione di picchi, ognuno dei quali è causato da una riflessione dovuta ad una discontinuità (in termini di impedenza acustica) nel materiale. La distanza tra due picchi risulta proporzionale al tempo impiegato dagli ultrasuoni per percorrere lo spazio tra le due discontinuità che li hanno generati.
La B-Scan, invece, è una mappa ultrasonora di una sezione del componente, in cui sono rappresentate le A-Scan lungo una linea di scansione (ogni punto dell’A-Scan è rappresentato da un colore o un tono di grigio); la C-Scan è una mappa in pianta del componente, in cui il colore o tono di grigio di ogni punto rappresenta l’ampiezza e/o il tempo di volo di un picco ultrasonoro riflesso in quel punto.
La localizzazione ed il dimensionamento dei difetti avviene generalmente attraverso un processo di correlazione tra le caratteristiche del fascio ultrasonoro, le caratteristiche fisiche e geometriche del materiale, i parametri di ampiezza e tempo di volo precedentemente descritti e le coordinate della traiettoria di scansione.
Metodo di misura
Il metodo prevede un’ispezione ultrasonora delle aree con indicazioni sospette di grinze rilevate dai CND di routine. Tale ispezione viene eseguita mediante tecnica in riflessione con frequenza 5,0 MHz, utilizzando sonde a banda larga, acquisendo onde complete con frequenza di campionamento maggiore o uguale a 100 MHz e con una digitalizzazione dei singoli campioni delle ampiezze di almeno 6 bit. Il guadagno base, G0, viene fissato in modo da garantire, per gli spessori di interesse ed in una zona priva di difetti, un’ampiezza di picco dell’eco di fondo intorno all’80% del fondo scala. Il passo di scansione utilizzato è tipicamente minore o uguale a 1 mm, in modo da ottenere un’elevata risoluzione; in ogni caso non può essere maggiore di 1/3 della dimensione minima del difetto che si vuole rivelare.
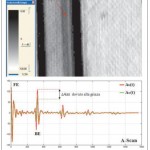
La valutazione dei dati acquisiti si basa sull’analisi del segnale A-Scan di un campione non difettato con caratteristiche dimensionali, geometriche e di materiale analoghe a quelle della struttura in esame, che permette di fissare i parametri peculiari del segnale “atteso” in assenza di difetti (fig.3):
-
la durata temporale Tw dell’impulso ultrasonoro, ovvero dei picchi che compongono l’A-Scan
-
l’istante relativo TRMAX in cui un picco ha un massimo, a partire dal suo istante iniziale
-
l’ampiezza media AFE dell’eco frontale FE
-
l’ampiezza media ABE dell’eco di fondo BE
-
la velocità media VUS degli ultrasuoni nel materiale
-
l’ampiezza media An e l’ampiezza massima An_max del rumore
-
lo spessore massimo Pmax della struttura sotto analisi
-
la massima profondità Pd_max ≤ Pmax, alla quale ci si aspetta di rilevare un difetto
-
la minima riduzione α in percentuale dell’ampiezza dell’eco di fondo causata dalla presenza del difetto.
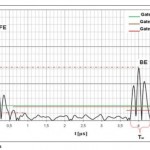
Tali parametri permettono di fissare 3 gate di analisi, diversi per posizione e livello di sensibilità, che forniscono tre C-Scan della struttura in esame:
-
Cacq è la C-Scan ottenuta con un gate avente istante di partenza coincidente con l’inizio dell’eco frontale FE, larghezza tale da includere l’eco di fondo BE della struttura, soglia sopra il livello massimo di rumore e modalità di acquisizione in “picco massimo” (in tale modalità ogni punto della C-Scan è relativo alla massima ampiezza dell’A-Scan in quel punto all’interno del gate stabilito, purché tale ampiezza sia maggiore del livello stabilito).
-
C-Scan 1 è la C-Scan ottenuta con un gate avente istante di partenza coincidente con l’istante finale dell’eco frontale FE, larghezza tale da includere lo spostamento verso destra lungo l’asse dei tempi dell’eco di fondo BE in presenza di difetto, soglia e modalità di acquisizione definite come per la Cacq.
-
C-Scan2 è la C-Scan ottenuta con un gate con istanti iniziale e finale tali da includere solo l’eco di fondo, soglia e modalità di acquisizione definite come per Cacq.
A-Scan e C-Scan sono analizzate con algoritmi sviluppati ad hoc per valutare i parametri caratteristici delle grinze, in particolare, larghezza e profondità.
Si distinguono due casi:
-
l’indicazione di grinza è fornita sia dalla comparsa dell’eco associata alla sacca di resina sia da una riduzione dell’ampiezza di picco dell’eco di fondo BE pari ad α.
-
l’indicazione di grinza è fornita esclusivamente da un abbassamento dell’ampiezza di picco dell’eco di fondo BE, in quanto il segnale di eco dovuto al difetto risulta mascherato dall’elevato rumore di fondo.
Nel primo caso l’analisi è condotta applicando il metodo standard, mentre nel secondo caso si applica il metodo avanzato.
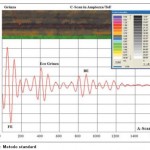
Metodo standard
Sulla C-Scan2 viene individuata l’indicazione della sacca (fig.4) e, in particolare la sezione SR relativa alla sacca da misurare (lungo la dimensione della larghezza).
La misura della larghezza di SR viene valutata mediante la formula:
dove:
-
La è la misura della larghezza di SR ottenuta mediante procedure standard di “best-fit” (generalmente di tipo gaussiano) della sequenza delle ampiezze di SR in funzione dell’asse relativo di scansione
-
Lt è la misura della larghezza di SR ottenuta mediante i valori di tempo di volo. In particolare, se il picco relativo alla sacca è nettamente separato dall’eco frontale, il valore di Lt dipende dai valori assunti da α (fattore di riduzione in percentuale dell’eco di fondo dovuta al difetto): se α ≤ 0,5, Lt può essere stimato con la misura del segmento sulla C-Scan2 (in tempo di volo) che delinea la larghezza di SR; se α > 0,5, Lt può essere stimato mediante un procedimento analogo a quanto fatto per La. Se, invece, il picco della sacca SR non è nettamente separato da quello dell’eco frontale (e pertanto non risultano utilizzabili in modo affidabile i valori in tempo di volo) si assume Lt=0.
La misura della profondità della grinza, nel caso in cui la riflessione della sacca sia completamente separata dall’eco frontale, viene effettuata utilizzando il massimo valore rilevato di tempo di volo (indicato come TM(SR)) relativo alla sacca della sezione SR e la velocità media VUS degli ultrasuoni, secondo la formula:
.
Nel caso in cui l’eco della sacca non sia nettamente separato da quello dell’eco frontale, la profondità di grinza PW è valutata con la formula:

Metodo avanzato
In tal caso, i segnali A-Scan vengono opportunamente condizionati mediante algoritmi basati su trasformata Wavelet. La larghezza della grinza è calcolata come nel metodo standard, mentre la profondità mediante l’analisi in frequenza dei segnali.
Ai fini delle misure, si individuano sulla C-Scan2 un’area contenente il difetto (Zw) ed un’area priva di difetti (Zb) (fig.5). Quest’ultima deve essere quanto più vicina alla prima o comunque relativa ad una porzione della parte o di uno standard di riferimento con caratteristiche geometriche e dimensionali uguali a quelle dell’area difettata. Zw e Zb sono tipicamente aree rettangolari di dimensioni contenenti un numero di punti sufficienti per analisi di tipi statistico (almeno 100 punti).
Le onde in Zw e Zb, indicate rispettivamente con Aw(t) e Ab(t), vengono normalizzate. La normalizzazione consiste di due operazioni consecutive: normalizzazione in ampiezza e compensazione dell’offset relativo ai tempi di volo.
La normalizzazione in ampiezza fa in modo che tutte le onde abbiano il massimo ed il minimo uguali a due valori prefissati, indicati con AMAX ed AMIN (tipicamente |AMAX| = |-AMIN|).
La compensazione dell’offset dei tempi di volo, attuata sulle ampiezze delle onde in Zw e Zb, fa in modo che il massimo di ampiezza dell’eco frontale si trovi all’origine dell’asse dei tempi, ovvero a t=0.
Dopo la normalizzazione sono generate le due onde medie, Awm(t) ed Abm(t), che sintetizzano le caratteristiche, rispettivamente, della zona difettata e di quella non difettata.
La larghezza di grinza Lw viene valutata mediante la formula:
Lw = 2·σppm
dove σppm è la deviazione standard del best-fit (tipicamente gaussiano) dei valori medi picco-picco dell’eco di fondo delle onde relative alla zona Zw.
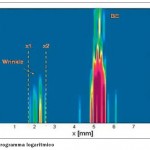
La misura della profondità di grinza Pw è, invece, ottenuta mediante lo spettrogramma logaritmico del segnale differenza D(t)=Awm(t)-Abm(t) (fig.6).
Lo spettrogramma viene rappresentato graficamente mediante una mappa a colori, avente sull’asse delle ascisse i valori di profondità x, sull’asse delle ordinate le frequenze f, e per colore dei pixel i valori di intensità dello spettrogramma nell’intervallo γ1 e γ2. Tipicamente, γ1=0.73·Γmax e γ2=0.90·Γmax, dove Γmax è il valore massimo dell’intensità dello spettrogramma. In tale rappresentazione il picco relativo all’eco iniziale tende ad essere trascurabile, mentre risultano evidenti il picco relativo all’eco di fondo ed il picco del difetto. Supponendo che il picco del difetto sia situato tra x1 ed x2, la profondità della grinza può essere valutata mediante la formula:
Pw = (x2-x1)/2.
Conclusioni
Il metodo proposto, basato sull’utilizzo di tecniche di scansione ad alta risoluzione, abbinate all’analisi statistica ed in frequenza dei segnali ultrasonori, consente di rilevare e caratterizzare grinze interne a strutture in carboresina. Ciò permette di allargare la tipologia delle parti fabbricabili e fornisce un feedback necessario sia all’ingegneria per l’analisi strutturale della non conformità e la delibera della stessa, sia alla produzione per un miglioramento del processo di fabbricazione e della qualità del componente.
di A. Ciliberto, C. Incarnato, G. Maione – Alenia Aermacchi S.p.A