

A rotorcraft access panel is developed and was successfully flight tested. Utilizing a novel recycling route; the panel is lighter, more cost-effective and of recycled thermoplastic composites.
Access panel
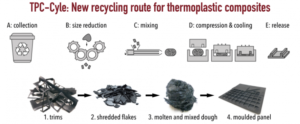
To demonstrate a novel recycling route for thermoplastic composites, an integrally-stiffened access panel door for a rotorcraft was selected for detail design, testing and actual flight tested. The design, development and validation followed the traditional ‘Building Block approach’. The used material is carbon fiber reinforced PPS from post-industrial waste. This material originates from off-cuts generated in the production of components for the same rotorcraft as the access panel door will be mounted on. This scenario helps to control the traceability of the recycled access panel door/scrap material. The development of such an application improves the logistics as well as the supply and demand for recycled TPC. Material data was gathered from mechanical tests and used to predict the panel’s strength and stiffness. The stringer design was optimised with regards to part stiffness and internal stress distribution, using FEM simulations. A critical design detail was selected and tested for validation, i.e. flexural tests on bolted joints. This section was included in a preliminary manufacturing demonstrator, along with other integrated design features, such as thickness transitions and various types of stiffeners. In particular, the manufacturing demonstrator enabled testing of the manufacturing limits regarding design and processability. The final panel door design was successfully produced and tested on component level. The proprietary re-manufacturing process includes the following steps:
- Shredding of waste to centimetre-long flakes;
- Simultaneous heating and low-shear mixing;
- Compression moulding in an isothermal mould.
This offers the opportunity of retaining long fibers and therefore reaching high mechanical properties at the characteristic short cycle times of isothermal compression moulding. In comparison to the current carbon/epoxy hand lay-up solution, the new product is lighter, significantly more cost-effective and made of recycled material (fiber and matrix). The recycled thermoplastic access panels have been successfully flight tested.
TPC-Cycle recycling project
The innovation is part of the TPC-Cycle recycling project, which started 3.5 years ago. With the growth of applications and production of thermoplastic composites, the amount of generated waste increases and reaches considerable volumes. Although the recycling of thermoplastic composites is theoretically viewed as feasible, it is not observed in practice. The development of recycling solutions specific to thermoplastic composites are crucial because of the high value of this material, and legal and environmental reasons. This project targets production waste by developing a recycling route for high-end and high-volume markets. The objective is to retain the high mechanical properties of thermoplastic composites and reduce the environmental impact at an affordable cost. The project studies the process steps from waste collection to shredding, reprocessing and application. It is developed in collaboration with industrial partners focusing on the total value chain and at every process step. The recycling solutions features short cycle times, net-shape manufacturing and enables the production of complex shapes. High mechanical properties are obtained by retaining long fiber lengths. Multiple demonstrators are developed to show the possible applications in a high-value market, with an aerospace part, and for a high-volume market, with a toecap for safety shoes. The aerospace demonstrator panel has flown on the rotorcraft.
Value
The new rotorcraft access panel door is lighter than the original component, its production cost is drastically reduced and the product is more sustainable by applying an energy efficient process and recycled materials. For this field of applications, weight is of critical importance and therefore is a key motivation for using this type of material. The weight reduction does not only come from mechanical properties of the material, but also from the possibility to optimise the geometric stiffening by the use of stringers thanks to the processability of this material. Then, the orientation of the stringers was chosen to distribute stresses more uniformly over the product resulting in material reduction and therefore weight savings. These solutions allow for a 9% weight reduction compared to the current carbon/epoxy hand lay-up component.
An additional benefit is created by the cost reduction on material and process level. Substantial material optimisation is achieved by reusing reclaimed material, since current waste streams are discarded. Additionally, all the steps of the recycling solution maximise cost efficiencies vs using solely virgin material value. Consequently, a major cost reduction is obtained when manufacturing the recycled component over its original counterpart. The developed recycling route offers further cost reduction by reducing the overall manufacturing cycle time. The process time is significantly shorter compared to the current production by applying an out-of-autoclave process with isothermal mould, fast de-moulding and near net shape manufacturing.
Impact
This innovation leads to the common good on various levels. Preliminary results of an ongoing life cycle analysis (LCA) show significant CO2 reductions regarding the material, the manufacturing and the use phase. The raw material is reclaimed during the manufacturing process and thus saved from disposal; therefore the buy-to-fly ratio is increased significantly. Additionally, since the production of carbon fibre is an energy intensive process, this leads to a major CO2 and energy reduction. Unlike fibre reclamation processes also the polymer is recycled, resulting in less waste and no need to clean, apply sizing and re-impregnate the fibres. The recycling route consists of size reduction, mixing and compression moulding. Shredding is an industrial standard in recycling and has a low energy consumption. During shredding, no dust is observed at emission analysis. At the mixing step, the material is melted effectively. Compression moulding takes place in an isothermal mould, which reduces energy consumption and cycle time significantly in contrast to (recycling) processes requiring a heating and consolidation cycle. The manufacturing of the current thermoset access panel includes an autoclave step. Removing this step results in a major energy and CO2 reduction. Using thermoplastic composites, the harmful volatile organic compounds (VOCs) during processing are negligible compared to thermoset-based composites. The weight saving of nearly 10% leads to fuel saving in the use phase. The preliminary LCA results show that the main reasons for a significant energy and CO2 reduction are the lower weight, a recycled material and an isothermal mould during the out-of-autoclave process.
Currently, various types of material reclaimed during production can be used, e.g. prepreg or semipreg, but also thick consolidated laminates. Challenges for end-of-life applications are being investigated and solutions for waste pollution are proposed. In this way, thermoplastic composites are closing the gap to a circular economy.
Further development
The developed application and its process show that similar solutions are possible for high-end products. Thanks to the short cycle time, this process is also suitable for markets with larger volumes than aerospace. Currently, several actions are performed to evaluate the production process for serial production. More detailed cost and environmental studies are being performed; quality control and inspection is also examined. At the same time, a feasibility study is executed to see if the applied approach and recycling route can be applied in other aerospace applications, such as (non-structural) fairings, covers & system brackets. The results regarding cost and weight reduction look very promising for several types of parts.
- Recycling both thermoplastic matrix and fiber (i.e. full material)
- Double-digit Cost reduction
- Substantial weight reduction
- Fast out-of-autoclave process: cycle times of minutes
- Net-shape manufacturing of complex geometries.
Featured image: Rotorcraft access panel
ore information: TPCR – Thermoplastic Composites research Center









